
Matthew Boulton le visionnaire
 Intensément ambitieux, visionnaire, ingénieux, astucieux, perspicace et intelligent, Matthew Boulton n’était pas un inventeur, contrairement à son partenaire James Watt mais il était un entrepreneur, un innovateur, un homme aux solutions avant-gardistes et un perfectionniste.
Intensément ambitieux, visionnaire, ingénieux, astucieux, perspicace et intelligent, Matthew Boulton n’était pas un inventeur, contrairement à son partenaire James Watt mais il était un entrepreneur, un innovateur, un homme aux solutions avant-gardistes et un perfectionniste.
Matthew Boulton est né à Birmingham en 1728. Son père était un fabriquant de jouets spécialisé dans la manufacture de boucles et de boutons métalliques à Snow Hill. En 1749 il devint associé dans l’entreprise déjà florissante de son père. Le jeune Matthew décida qu’au lieu de suivre la tradition établie de se spécialiser dans une seule étape de la fabrication, il bâtirait une entreprise assez grande qui engloberait entièrement tout le processus de manufacture et dont il ferait lui-même la coordination et le marketing. Les locaux de Snow Hill étant trop petits pour cette grande ambition, les Boultons achetèrent Sarehole Mill où ils roulèrent des feuilles de métal pendant 6 ans.
À la mort de son père en 1759 Matthew mena l’entreprise seul et 2 ans plus tard il abandonna Sarehole Mill en faveur d’une autre fabrique dans un endroit appelé Soho. Pour réaliser ses plans il dût la reconstruire au complet, la transformant en la Soho Manufactory qui en ce temps-là fut la plus célèbre manufacture du monde. Terminée en 1765, elle devint la première attraction touristique de Birmingham.
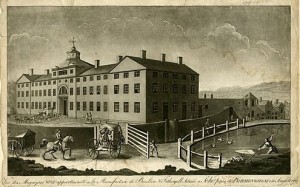 S’élevant sur trois étages, la Soho Manufactory ne contenait pas que des ateliers de travail mais aussi des bureaux de design, des magasins et des logements pour les travailleurs. À son apogée il y avait 1000 personnes qui y travaillaient. Contrairement aux autres manufactures qui n’étaient que des ateliers de travail menés et possédés par différentes personnes partout dans la ville, Matthew Boulton avait tout regroupé sous son égide et sous un seul toit.
S’élevant sur trois étages, la Soho Manufactory ne contenait pas que des ateliers de travail mais aussi des bureaux de design, des magasins et des logements pour les travailleurs. À son apogée il y avait 1000 personnes qui y travaillaient. Contrairement aux autres manufactures qui n’étaient que des ateliers de travail menés et possédés par différentes personnes partout dans la ville, Matthew Boulton avait tout regroupé sous son égide et sous un seul toit.
Les travailleurs et ouvriers qualifiés qu’il employait étaient aussi habiles que ceux des autres manufactures. Le secret de Boulton était d’équiper ses travailleurs de tous les dispositifs possibles pour sauver du travail, s’assurant ainsi qu’ils soient plus productifs.
Boulton se dit qu’il pourrait bâtir sa réputation dans la fabrication de bijoux, d’argenterie et d’objets plaqués de la plus haute qualité. Dans ce but il recruta les meilleurs designers and ouvriers qualifiés qu’il pût trouver et il insistait toujours pour que tout ce qui sera produit à Soho, bien que vendu à bon marché, devra atteindre la meilleure qualité possible pour le prix. Les nombreux exemples de sa production au musée de la ville de Birmingham sont là pour attester qu’il a bel et bien atteint ses buts.
La même intégrité s’appliquait dans ces relations avec les travailleurs. Il refusait d’employer les jeunes enfants. Dans les années 1770 il introduisit quelque chose qui ressemblait à une assurance collective: les employés contribuaient 1/60e de leur salaire qui en cas de maladie ou de blessure, recevaient jusqu’à 80% du même salaire. Il s’assurait toujours que les ateliers soient propres, bien éclairés et bien ventilés.
En 1768, Metthew Boulton rencontra James Watt. Il s’intéressa à son invention (la machine à vapeur) et vit qu’elle pourrait lui servir. En 1772, le partenaire de Watt, John Roebuck, un industriel en faillite céda ses parts dans le brevet de Watt à Boulton à qui il devait 1200 livres sterling. En 1775, après six années infructueuses pour faire fonctionner son invention convenablement et voyant que son brevet obtenu en 1769 arrivait à terme, Watt pris officiellement Boulton comme associé et grâce aux connaissances de ce dernier en lobbying parlementaire, ils obtinrent l’extension du brevet jusqu’en 1800, et ce malgré de puissantes oppositions.
En moins de deux ans, ils résolurent les problèmes de design, assemblèrent les deux premières machines, les installèrent et les firent fonctionner. Au début la firme Boulton & Watt faisait fabriquer les pièces par des sous-contractants car les capitaux leur manquaient. La première utilisation de la machine fut l’assèchement des puits de mines d’étain. Grâce à l’extension du brevet, Boulton & Watt avait le monopole de la fabrication de la machine à vapeur de Watt jusqu’à la fin du siècle et il est estimé que durant cette période ils en vendirent 450.
Mais comment calculer le prix des machines? Selon les expériences menées par James Watt avec des chevaux, le travail effectué par un cheval équivalait à 550 livres-pieds par seconde. En convertissant ce nombre en livres-miles par heure, en sachant qu’il y a 0,0001893 mile dans un pied et 0.0002777 heure dans une seconde on arrive à près de 375 livres-miles par heure ou pour ainsi dire, l’équivalent du travail à effectuer pour tirer 75 livres à 5 miles à l’heure par exemple. Watt appela ce taux de 550 livres-pieds par seconde un HORSEPOWER (nous donnant ainsi le cheval-vapeur!) et s’en servit pour établir la puissance ce ses machines.
Ils se dirent que si une machine en particulier était capable de produire, disons, 20 chevaux-vapeur, ils chargeraient à l’acheteur un tiers de l’économie annuelle estimée (comparée à tout ce que 20 chevaux peuvent engendrer comme frais) chaque année pendant 25 ans. Ce tiers de l’économie annuelle fut généralement estimé à 5 livres sterling par cheval-vapeur par année. C’était trop peu: une machine de 4 CV coûtait 327 livres. À 20 livres par année il faut plus de 16 ans pour récupérer la mise. Pour les machines plus puissantes ils faisaient mieux: une machine de 50 CV coûtait 1727 livres et 7 ans suffisaient pour couvrir les frais car ils recevaient dans ce cas 250 livres par année.
En réalité, le cheval-vapeur calculé par Watt est 50 % plus élevé que le travail qu’un cheval moyen peut soutenir durant une journée de labeur: les expériences furent menées avec de forts chevaux de trait utilisés sur de courtes périodes… Mais le taux qu’il calcula est demeuré: en Grande Bretagne un cheval vapeur est égal à 33 000 livres-pieds par minute (550 livres-pieds/seconde X 60 secondes/minute). En France il a été déterminé à 4500 Kg-m/min – un chiffre rond égal à 32 549 livres-pieds par minute (4500 kg-m/min X 2,20462 livres/kg X 3,2808 pieds/m) – soit 98,63 % de la valeur anglaise. Watt a donc « inventé » le cheval vapeur et comme vous le savez sans doute, son nom a été donné à une unité de puissance équivalente au travail de 1 joule par seconde. Une note en passant, le cheval-vapeur vaut 736 W.
Boulton voulait toujours que les machines soient entièrement fabriquées dans sa manufacture et il était convaincu qu’il y aurait une grande demande pour une machine à vapeur qui pourrait produire un mouvement de rotation constant et suggéra que les fabriques de coton du Lancashire serait un bon marché à exploiter. En 1781 les brevets furent obtenus et la machine à vapeur à mouvement rotatif fut un succès. Un autre développement que Boulton demanda fut un gouvernail de contrôle de vitesse de machine, ce que Watt conçût en 1788. Petit à petit, la firme Boulton & Watt accumula le capital nécessaire.
En 1794 les fils des deux hommes furent officiellement admis dans l’entreprise. En 1796 une usine de fabrication de machines à vapeur fut construite sur Birmingham Canal à environ un mile de la manufacture. Baptisée The Soho Foundry, au tournant du siècle elle avait déjà produite à peu près 50 machines à vapeur. En contraste avec les dures batailles des débuts, l’entreprise qui continua de progresser jusqu’au milieu du 19e siècle sous la direction de James Watt junior et de Matthew Robinson Boulton fut extrêmement profitable.
À la toute fin du 18e siècle les monnaies britanniques étaient encore frappées au balancier en utilisant les vieilles méthodes de préparations des coins et des flans, et c’était sans compter les pauvres contrôles de qualité qu’on exerçait. Cela avait pour résultat que même des pièces de dénomination identiques avaient une apparence et des dimensions différentes, ce qui laissait le champ libre aux escrocs comme les rogneurs et les faussaires. Les premiers volaient du métal en rognant la tranche, réduisant ainsi le diamètre des pièces. Cette pratique se faisait en toute impunité car il était presque impossible de détecter une monnaie rognée en raison des diamètres variables des pièces.
Les seconds profitaient de la technologie très facile à copier qu’utilisait la Royal Mint: à Birmingham les manufacturiers de Boutons de métal et de Jetons de marchands et de publicité en cuivre en faisait usage à tous les jours pour gagner légalement leur vie. Il semble que cette même technologie était autant utilisée pour fabriquer des imitations de monnaies de cuivre car les pièces de cuivre semblent avoir été sujettes à la production de faux par une industrie de masse de la contrefaçon. Souvent des pièces d’émission royale étaient fondues et le métal servait à la fabrication d’imitations plus minces et de diamètre plus ou moins correct, donc de poids inférieur.
Dans une lettre datée du 14 avril 1789 Matthew Boulton écrivait à Lord Hawkesbury: « Au cours de mes trajets, j’ai observé que je recevais en moyenne deux tiers de fausses pièces de cuivre comme change aux péages, etc. Je crois que le mal augmente de jour en jour car la fausse monnaie est introduite en circulation par la plus petite classe de manufacturiers qui l’utilise pour payer une grande partie des salaires des pauvres gens qu’ils emploient. » Ce grave problème était connu de tous: les marchands vendaient leurs produits au double du prix en monnaie contrefaite. Elles étaient ensuite revendues en Écosse où le meilleur prix pouvait être obtenu.
Après avoir construit la plus grande entreprise de manufacture du monde et avoir été partenaire dans la mise au point et la commercialisation de la machine à vapeur de Watt, comme si ce n’était pas assez, il décida à l’âge de 59 ans de se lancer à l’assaut du problème du rognage et de la contrefaçon que le gouvernement était incapable de résoudre. Comme nous allons le voir, en atteignant son but il inventera la monnaie telle que nous la connaissons aujourd’hui. Il savait exactement ce qu’il devait faire pour battre les rogneurs et les faussaires: il devait améliorer énormément le design, les méthodes de fabrication et la frappe des monnaies. Chaque pièce devra être parfaite, donc toute imperfection conduirait immédiatement à la détection d’une imitation, ce qui signifierait aussi que chaque pièce d’une dénomination particulière devra avoir EXACTEMENT les même dimensions, que ce soit le poids, le diamètre et l’épaisseur.
Il recruta alors les meilleurs graveurs de France et d’Allemagne. Il améliora le processus de fabrication pour avoir un contrôle de première qualité et pour couronner le tout, il installa dans une partie de la manufacture, dès alors appelée la Soho Mint, une batterie de 8 presses pour battre monnaie. Essentielle pour la qualité des monnaies, ces presses devaient avoir la puissance d’une machine à vapeur de Boulton & Watt pour les actionner. Son système était très ingénieux: bien que les 8 presses n’étaient actionnées que par une seule machine à vapeur, chacune d’elles pouvait être actionnée et arrêtée indépendamment les unes des autres et calibrées en quelques minutes pour frapper de 50 à 120 pièces à la minute, toujours indépendamment de la vitesse des autres presses.
Les flans étaient fournis aux presses et les monnaies frappées enlevées, automatiquement. Chaque presse n’avait besoin que d’un seul travailleur pour s’en occuper et il n’avait que très peu de choses à faire. C’était tout le contraire avec les frappes au balancier, au processus long et laborieux: Les flans devaient être placés à la main par des travailleurs qui devaient ensuite faire descendre la vis (sur laquelle était fixé le coin d’avers) qu’ils devaient lancer à bras à l’aide de la verge qui la surmontait pour produire l’impact sur le flan qui reposait sur le coin de revers, en bas. Pour ajouter au pire, les flans souvent mal préparés devaient être aplatis afin de pouvoir les placer dans l’endroit prévu.
En 1791 Boulton réussit à obtenir des poids et des dimensions consistants. Trois ans plus tard il introduisit les tranches cannelées et lettrées, rendant le rognage immédiatement détectable, ce qui pourra mettant fin à cette pratique. Au cours de la même année une autre innovation fut d’inscrire la légende en creux sur une bordure surélevée, résultat difficile à copier tout en améliorant la résistance à l’usure du type principal, la bordure en absorbant la plus grande partie. En 1799 il imagina une méthode pour produire des pièces avec des tranches à rainures en diagonale très difficiles à imiter. Plus de 200 ans plus tard la Royal Mint en a encore a rattraper…
Pendant plusieurs années Boulton pressa le gouvernement anglais de lui permettre de frapper des monnaies pour la circulation domestique régulière afin d’atteindre son but. En attendant il ne produisait que des jetons et des monnaies pour les colonies étrangères car le gouvernement britannique refusait toujours de frapper toute nouvelle monnaie. Il obtint enfin ce droit par une proclamation datée du 26 juillet 1797 dans laquelle il était déclaré que « 45 millions de pièces de cuivre devront être frappées, lesquelles devront passer pour 1 penny et d’autres pour 2 pence et que chacune des pièces de 1 penny devront peser 1 once avoirdupois et que chacune des pièces de 2 pence devront peser 2 onces avoirdupois, la valeur intrinsèque étant aussi proche que possible de la valeur nominale. »
L’idéal élevé de Boulton, produire des pièces difficiles à imiter convenablement et dans laquelle la valeur de la monnaie serait pratiquement égale à la valeur intrinsèque du métal qu’elle contient se réalisa dans la production des magnifiques pièces de 1 penny et de 2 pence en cuivre de 1797, communément appelées roues de charrettes en raison de leurs rebords surélevés. Les inscriptions apparaissent en creux dans la bordure surélevée pour déjouer les faussaires aussi bien que pour réduire l’usure des légendes. Le 2 pence est impressionnant: 41 mm de diamètre et 5 mm d’épaisseur. Son poids variant de 56 à 58 grammes en fait une des pièces britanniques les plus lourdes jamais produites et la seule pièce pre-décimale (d’avant 1971) de sa dénomination.
Ces pièces furent les premières pièces britanniques régulières frappées avec des presses monétaires actionnées mécaniquement. La monnaie moderne était née. Elles sont reconnues comme telles universellement et comme nous l’avons vu elles étaient des merveilles techniques pour l’époque, bien que le 2 pence était désavantageusement lourd et encombrant. Beaucoup furent refondues vers 1800 lorsque le prix du cuivre augmenta. En 1805 la valeur intrinsèque du contenu métallique dépassait la valeur faciale d’environ 30%.
En 1798 on demanda à Boulton de réaménager la Royal Mint à Londres mais des délais bureaucratiques firent en sorte que ce travail demeura inachevé à sa mort, le 17 août 1809. En attendant la Soho mint continua de produire des pièces pour la nation: le succès de ses produits conduisit à la signature d’un contrat pour le halfpenny et le farthing de 1799 et d’un autre quelques années plus tard pour l’émission de 1806 incluant des pièces de 1 penny. Il semble que vers 1800 il ait inventé le travail à la chaîne: une bande de métal entrait dans la ligne d’un côté et des pièces de monnaies en sortaient à l’autre bout. La Royal Mint convertit ses installations pour des presses actionnées par des machines à vapeur en 1813.
Sources:
Passages de différents articles sur Matthew Boulton trouvés sur Internet
Encyclopedia Britannica – London, William Benton, 1961.
Allan Hailstone – Coincraft’s 1999 Standard Catalogue of English and UK Coins 1066 to Date. London, 1999.
Photos Wikipédia