
La frappe au balancier monétaire (son entrée en scène, sa mécanique et son remplacement)
Appareil inventé vers le milieu du 16e siècle, le balancier monétaire était appelé ainsi parce qu’il utilisait un balancier et servait à la frappe des monnaies. On attribue son invention à un orfèvre allemand du nom de Marx Schwab vers 1540 ou 1550, mais le titre pourrait bien revenir à Donato Bramante (1444–1514), un architecte italien qui fut apparemment le premier à utiliser un balancier – ou presse à vis, comme nous le verrons plus loin – pour frapper des médailles. Léonard de Vinci (1452–1519) y apporta des améliorations et inventa un laminoir pour faire des bandes de métal d’épaisseur uniforme et un découpoir pour en extraire des flans.
Benvenuto Cellini (1500–1571) utilisa des appareils de chacun de ces types pour frapper des médailles et plus tard, des pièces de monnaie. Malheureusement pour les Italiens, ces inventions furent importées d’Allemagne par Henri II, roi de France (1547–1559), qui avait entendu dire qu’un orfèvre d’Augsbourg avait inventé des machines qui pouvaient fabriquer des pièces de monnaie parfaitement rondes avec des tranches bien lisses. Les rogneurs et les faux–monnayeurs n’auraient qu’à bien se tenir! Le roi envoya ses représentants acheter l’équipement pour 3000 écus et ceux–ci les amenèrent à Paris. Il semble que l’équipement contenait tout ce que les Italiens avaient conçu: des laminoirs et des découpoirs pour la préparation des flans et des presses à vis pour la frappe.
Ils furent installés à un endroit qui s’appellera la Monnaie du Moulin. Ces équipements auraient été utilisés pour la première fois en France en 1551. Leur usage resta très limité sûrement en raison de l’opposition féroce des ouvriers monnayeurs dont le savoir-faire manuel était indispensable pour la frappe au marteau. Pas étonnant que l’entrée en scène du balancier fut si difficile: avec la frappe au balancier, plus besoin de travailleurs spécialisés pour la frappe proprement dite, le résultat est de qualité bien supérieure et l’ensemble est beaucoup plus homogène. Les ouvriers de la frappe au marteau voyaient dans ces machines la fin de leur art et leur quantité de travail diminuer.
En 1554, après avoir entendu parler de ces nouveautés, les officiels de la Tour de Londres installèrent de la machinerie similaire, mais furent incapables d’en tirer des monnaies avec succès. En 1561, Éloye Mestrelle, un employé de la Monnaie de Paris partit pour l’Angleterre. Cherchant du travail lucratif, il informa les autorités anglaises que pour certaines considérations il fabriquerait des monnaies avec les nouvelles méthodes. Les ayant convaincus, il fut embauché, importa ou fit construire les équipements nécessaires et malgré l’opposition violente des ouvriers monnayeurs jaloux, il battit monnaie pendant onze ans.
Étonnamment cependant, même si les émissions produites selon ses méthodes furent de meilleure qualité que celles faites au marteau, la fabrication s’avéra beaucoup plus lente. Il fut congédié en 1572 et la production de monnaies anglaises frappées au balancier cessa. Il commença alors à utiliser ses machines à des fins personnelles et le pauvre homme fut pendu pour contrefaçon en 1578.
En 1585 les partisans français de la frappe au marteau obtinrent des décrets officiels restreignant l’utilisation de la nouvelle machinerie à la frappe des médailles. Il y eut quand même quelques types frappés au balancier durant le premier quart du 17e siècle notamment, mais rien pour mettre en péril le monopole des ouvriers de la vieille méthode. Après avoir dessiné de l’équipement amélioré, Nicolas Briot, maître graveur à la monnaie de Paris tenta en 1616 de faire avancer les choses, mais en vain. Il fut attaqué férocement et la persécution ne se termina que lors de son départ pour l’Angleterre en 1625.
Bien installé à la tour de Londres, il fut autorisé à mettre au point de la machinerie pour frapper des médailles. En 1629 il pût les expérimenter pour battre monnaie. Dès 1632 il fut nommé maître graveur et à partir de cette date jusqu’en 1638, il produisit des pièces d’or et d’argent. Comme de raison, la quantité frappée avec le nouvel équipement ne représentait qu’un faible pourcentage de la production totale. Une autre bataille fut menée pour l’utilisation de la machinerie sous Olivier Cromwell (1649–1660), par un autre français, Pierre Blondeau, mais toujours pour n’émettre que de petites quantités par rapport au reste.
Ce n’est que près d’un siècle après ses débuts que le balancier s’impose définitivement pour remplacer la frappe au marteau pratiquée depuis plus de 2000 ans. En France il faudra attendre la fin du règne de Louis XIII (1610–1643) pour voir enfin imposer, à partir de 1642, l’usage systématique de cette technique de frappe mécanique sous la pression du graveur général Jean Warin (1604–1772), d’abord à Paris et dans l’ensemble des ateliers monétaires du royaume par la suite. Warin ayant amélioré la productivité de la machinerie, la frappe au marteau fut interdite.
En Angleterre c’est finalement lorsque Charles II (1660–1585) ordonne soudainement le 17 mai 1661 que toutes les monnaies d’or et d’argent devront dorénavant être frappées avec la nouvelle machinerie, que l’on obtient l’adoption définitive du balancier. Pierre Blondeau, qui était retourné en France après la mort de Cromwell, est rappelé à la tour de Londres en novembre. Au début l’année 1662 le roi convoque les trois frères Roettiers (encore des français!) et les pièces d’or et d’argent commencèrent dès lors à être produites en quantité abondante selon les nouvelles méthodes.
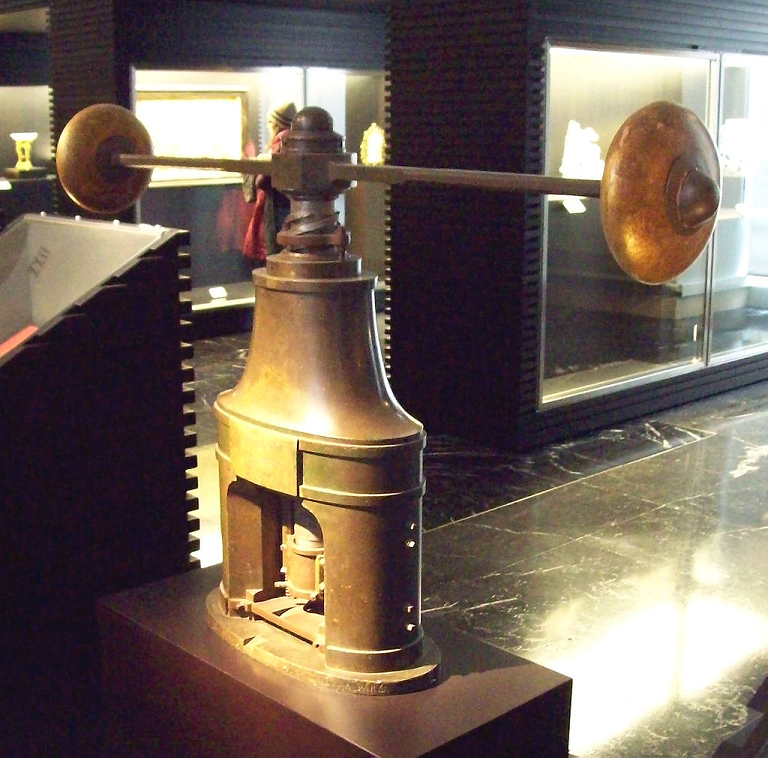 En bref, le balancier monétaire se composait d’un arbre posé sur un socle, portant une vis verticale à filets carrés pas très allongés dont la partie supérieure portait un levier horizontal (le balancier) constitué de deux bras en bois ou de barres de fer ou bien d’acier aux extrémités duquel se trouvaient fixées deux masses très lourdes sous la forme de boules de plomb. À la partie inférieure de la vis se trouvait le coin mobile ou de trousseau (coin d’effigie ou d’avers ou supérieur, côté face) qui venait frapper le flan posé sur le coin fixe ou d’enclume (coin d’écusson ou de revers ou inférieur, côté pile).
En bref, le balancier monétaire se composait d’un arbre posé sur un socle, portant une vis verticale à filets carrés pas très allongés dont la partie supérieure portait un levier horizontal (le balancier) constitué de deux bras en bois ou de barres de fer ou bien d’acier aux extrémités duquel se trouvaient fixées deux masses très lourdes sous la forme de boules de plomb. À la partie inférieure de la vis se trouvait le coin mobile ou de trousseau (coin d’effigie ou d’avers ou supérieur, côté face) qui venait frapper le flan posé sur le coin fixe ou d’enclume (coin d’écusson ou de revers ou inférieur, côté pile).
La presse à vis verticale avec filets carrés permettait d’agir non seulement par la pression mais aussi par le choc (la percussion du flan par les coins) car on obtenait un mouvement de descente rapide – et donc en fin de parcours une pression plus forte, adéquate pour la frappe – en exerçant une vive traction sur chacune des extrémités du levier actionné par plusieurs hommes (parfois même des chevaux) à l’aide de lanières ou courroies attachées à des anneaux.
Comme nous l’avons vu, le coin d’avers est fixé sur la partie descendante (partie mobile) de la machinerie. En conséquence, c’est donc sur la face supérieure du flan (le futur avers de la monnaie) que s’exerce la pression la plus grande car la perte d’énergie cinétique – qui est fonction de la masse et de la vitesse – résultant du choc du coin supérieur se traduit par une déformation persistante du flan, une production de son et de chaleur. La quantité d’énergie absorbée par l’avers lors du choc est plus grande que la quantité absorbée par le revers, plus éloigné. Ce que l’avers ne peut absorber se transmet au reste du flan. Le côté le mieux frappé, le plus coupant doit être celui de l’effigie du souverain car la monnaie est le meilleur moyen de propagande qui soit: un souverain a du pouvoir là où circulent les monnaies qui portent son effigie.
La virole, anneau plat en acier qui empêche le flan de s’étendre inégalement et de façon incontrôlée en maintenant le flan immobile lors de la frappe, se développe en même temps que l’usage du balancier. Cette bague à surface un peu large favorise une frappe plus nette: le métal monnayé par écrasement du flan n’a d’autre choix que de pénétrer les moindres recoins des motifs en creux des coins et de se compacter sur le pourtour intérieur de la virole, permettant de bénéficier d’une tranche parfaitement lisse. Dans le cas des monnaies dont la tranche comporte des motifs, on a recours à la virole brisée, une virole portant en creux les cannelures, les dessins ou les lettres à marquer mais fractionnée en trois secteurs ( ! ) lesquels s’écartent au moment de l’extraction de la pièce.
Pour obtenir un relief positif sur les monnaies – comme de nos jours – les coins présentaient en creux (en négatif) les reliefs que devaient comporter l’avers et le revers de la pièce. Déjà au 17e siècle les coins sont faits de cylindres d’acier trempé: les coins se doivent d’être d’un métal plus dur que ceux utilisés pour les monnaies… Au début, les poinçons maîtres sculptés en relief par le graveur étaient solidifiés et servaient à fabriquer directement les coins à l’aide des plus grosses presses à vis (plus puissantes) car l’acier trempé est très dur.
Plus tard, au 18e siècle, les poinçons maîtres (en relief) servaient de la même façon à fabriquer les matrices (en négatif) et celles–ci servaient ensuite – toujours avec les plus lourdes presses à vis – à fabriquer les poinçons (en relief) qui à leur tour, par le même procédé, voyaient leur image s’imprimer en creux sur les coins. Une autre façon de faire consistait à graver les motifs directement en creux dans l’acier fabriquant ainsi des matrices maîtresses au lieu de poinçons maîtres. Les matrices étaient utilisées pour fabriquer les poinçons qui eux servaient à confectionner les coins. Pour que les coins puissent recevoir les motifs avec les détails les plus complets, plusieurs passes étaient nécessaires et chaque fois on devait chauffer l’acier pour l’amollir un peu pour éviter qu’il ne devienne fragile.
Souvent les légendes étaient ajoutées directement sur le coin, à coups de marteau, à l’aide de petits poinçons fabriqués pour les différentes lettres dont les motifs s’imprégnaient en creux. Cela explique le grand nombre de variétés des pièces de l’époque: les coins avaient une durée de vie assez limitée et un autre coin signifiait automatiquement un emplacement différent pour chacune des lettres. Les éléments principaux pouvaient être retouchés avant chaque étape, nous donnant alors des portraits ou éléments d’avers et de revers montrant quelques subtilités.
Aujourd’hui les étapes sont plus nombreuses et les lettres des légendes sont ajoutées plus tôt, ce qui fait qu’il n’y a pratiquement pas de différence perceptible sur les pièces de toute une année de frappe: tous les coins sont identiques et sont fabriqués à partir de poinçons identiques et ainsi de suite. Le nombre de pièces frappées avec un coin donné étant assez élevé et le nombre de coins fabriqués avec un poinçon étant respectable, le tout multiplié par le nombre de ces poinçons (identiques eux aussi car fabriqués à partir d’une seule matrice), rend compte du nombre astronomique de pièces identiques.
Au 19e siècle la presse monétaire à vis – le balancier – disparaît peu à peu : en Grande Bretagne c’est vers la fin du 18e siècle que les premières pièces frappées avec une presse monétaire actionnée par une machine à vapeur furent émises. Matthew Boulton l’ingénieur et James Watt l’inventeur (voir l’article MATTHEW BOULTON LE VISIONNAIRE) la mirent au point et l’utilisèrent pour la toute première fois en 1786. C’est seulement à partir de 1797 qu’on utilisera la puissance des machines à vapeur pour frapper les monnaies officielles de cuivre du royaume, contrat que Boulton attendait depuis si longtemps.
En 1799, la Russie fit l’achat d’un ensemble de machines à vapeur développées par Boulton & Watt pour la frappe des monnaies. Quelques années plus tard le Danemark et l’Espagne firent de même. En 1813 (5 ans après la mort de Boulton avec qui le gouvernement britannique avait signé des contrats pour les frappes de cuivre de 1797, 1799 et 1806–1807) la Royal Mint de Londres convertit enfin ses installations pour utiliser la vapeur. Plus tard, au début des années 1830’s c’est au tour de la France de se moderniser en utilisant des presses mues par la vapeur, mais montées selon un principe différent et plus performant qui va rapidement s’imposer comme la méthode la plus efficace de l’époque.
Ce système, appliqué par le brillant ingénieur Thonnelier, utilisait la pression exercée par un levier au lieu de celle de la vis du balancier (perfectionné par Gingembre en 1803) encore utilisé en France à cette époque. On doit cette invention à un ingénieur allemand du nom de Dietrich Uhlhorn, vers 1830. Les États–unis étaient au courant de cet avancement dans la production des monnaies et en mai 1833 la Monnaie de Philadelphie envoya en France Franklin Peale (alors assistant essayeur) pour y étudier les techniques de production. Peale fit des dessins and prit les mesures d’une presse avec la collaboration complète et entière de l’hôtel de la Monnaie. En retour, il supervisa plusieurs améliorations substantielles pour en augmenter l’efficacité.
Le directeur de la Monnaie aux États-Unis Robert Maskell Patterson et le secrétaire du trésor Levi Woodbury ne furent pas difficile à convaincre: il fallait un seul homme pour opérer deux des nouvelles presses à vapeur au lieu des trois requis pour chacune des presses à vis de cette époque, et par surcroît, le travail se faisait beaucoup plus rapidement. La version américaine de cette innovation technique entra en service le 23 mars 1836 à Philadelphie. Ces presses furent plus tard actionnées par l’électricité, se rapprochant ainsi de plus en plus des presses monétaires actuelles.
La frappe au balancier
Bibliographie:
–– Encyclopédie Diderot & D’Alembert, Monnayage – Travail de l’or : Recueil de planches sur les sciences, les arts libéraux et les arts méchaniques, avec leur explication (Tours, 2002)
–– Nouveau Larousse Illustré, Dictionnaire universel encyclopédique (Paris, 1904)
–– Dictionnaire de Numismatique, édition Larousse (Paris 2001)
–– Walter Breen, Dies and Coinage (Chicago, 1975)
–– Encyclopedia Britannica (London, 1961)
–– Allan Hailstone, Coincraft’s 1999 Standard Catalogue of English and UK Coins 1066 to Date (London, 1999)
Description des gravures tirées de l’Encyclopédie Diderot & D’Alembert, Monnayage – Travail de l’or.
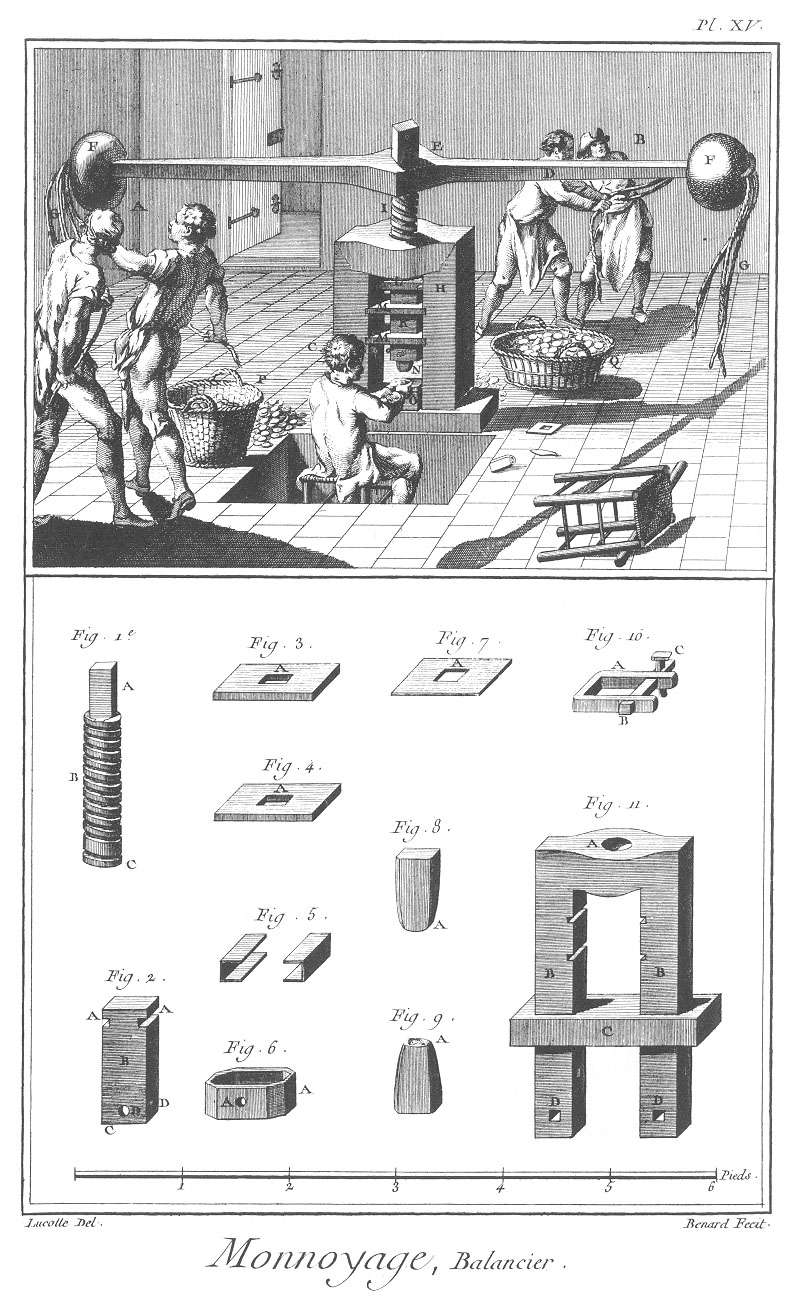
La gravure représente le balancier des monnaies mû en A et en B par des hommes; celui en C est occupé à faire marquer les flancs. DD, le balancier. E, la clé du balancier. GG, les cordages, FF, les contre–poids du balancier. H, la presse. I, la vis. K, la tige de conduite. L, le crampon. MM, les platines de conduite. N, la matrice de l’effigie. O, la matrice de l’écusson. P, la manne aux flancs non marqués. Q, la manne aux flancs marqués.
Figure 1 : Vis. A, la tête. B, la vis à filet carré. C, le touret.
2 : Tige de conduite. AA, les rainures. B, la tige. C, la boîte. DD, les trous des vis.
3 : Platine de conduite. AA, les trous carrés.
4 : Platine de conduite. AA, les trous carrés.
5 : Petites boîtes de tôle pour le touret.
6 : Boîte pour la matrice de l’écusson. AA, les trous pour les vis.
7 : Platine qui se pose sur la matrice de l’écusson pendant la marque. A, le trou carré.
8 : Matrice d’effigie. A, la tête acérée où est l’effigie.
9 : Matrice d’écusson. A, la tête acérée où est l’écusson.
10: Crampon boulonné. A, le crampon. B, le boulon, C, la clavette.
11: Presse. A, l’écrou. BB, les branches. C, le support. DD, les trous pour l’arrêter sur le billot.